i have a electric blanket...a gas stove...and a propane torch.
seriously tho,
is there a way a home do-it-yer-selfer can accomplish a decent heat treat?
guess i should clarify ....i want it hard...not brittle.
any help is appreciated.

|
   
   
|


|



i have a electric blanket...a gas stove...and a propane torch.
seriously tho,
is there a way a home do-it-yer-selfer can accomplish a decent heat treat?
guess i should clarify ....i want it hard...not brittle.
any help is appreciated.


Yes,If you are working with an oil hardening steel such as O-1 and the part isn't too large.Post more details about what you are wanting to accomplish and you may have even more options.
If you are unwilling to defend even your own lives, then you are like mice trying to 'negotiate' with owls. You regard their ways as 'wrong', they regard you as dinner. John Farnam


Brownell's sells anti scale powder. Use it in the first stage (hardening) or you will probly ruin the part. Heat steel orange hot (about 1300 degrees), quench. Second stage (tempering - drawing temper) polish item, use color or tempilaq to determine when tempering temperature is reached. Small parts, use a flat piece of steel with a handle locked in vise to hold part while tempering (or on top of fire brick). Different steels are quenched in different media when hardening. w1 - water, O1 - oil, A1 - air, etc.
We need somebody/something to keep the government (cops and bureaucrats too) HONEST (by non government oversight).
Every "freedom" (latitude) given to government is a loophole in the rule of law. Every loophole in the rule of law is another hole in our freedom. When they even obey the law that is. Too often government seems to feel itself above the law.
We forgot to take out the trash in 2012, but 2016 was a charm! YESSS!
Kasenit compound is what I use but I am not sure it is made anymore. There are others out there though.

You need to be more specific. What type of material, O-1, A-2, W-1? How big is it? Mass makes all the difference in the world. Never tried with a propane torch. If it's small enough you might be able to manage it with MAP gas.
If you're heat treating O-1 tool steel, fish oil is sometimes used as a quenching medium, but olive oil will do for a do-it-yourselfer.
A well regulated militia, being necessary to the security of a free State, the right of the People to keep and bear arms *shall not be infringed*.
"The greatest danger to American freedom is a government that ignores the Constitution."
- Thomas Jefferson
"While the people have property, arms in their hands, and only a spark of noble spirit, the most corrupt Congress must be mad to form any project of tyranny."
- Rev. Nicholas Collin, Fayetteville Gazette (N.C.), October 12, 1789
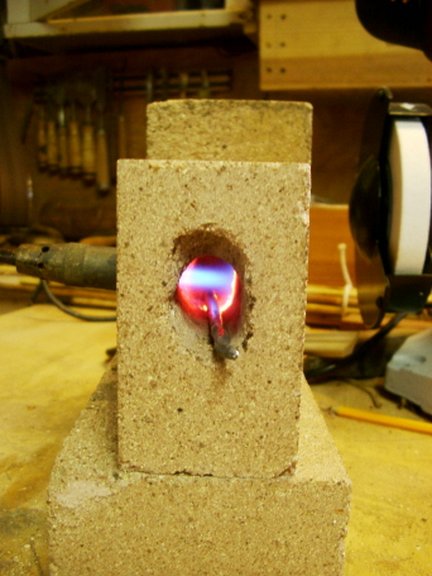
A propane torch by itself typically won't get a part hot enough unless it is a very small part. But if you make a propane torch mini forge with either a coffee can and a refractory blanket.
Or whittle one out of a firebrick
Then you'll find your propane torch will nicely heat up carbon steel to hardening temperature.



The fundamentals of heat treating steel are really pretty simple. To harden steel you have to go through four basic steps:
1. Heat to austenitizing temperature, about 1500-1600F for most steels.
2. Hold at that temperature until you get 100% austenite.
3. Quench to form martensite.
4. Temper to relieve stress and toughen the steel.
How do you know when a steel is 100% austenite? It is nonmagnetic, when a magnet won't stick the part is ready to quench.
Most alloy steels require oil as a quench media to cool rapidly enough, some tool steels are air-hardening and harden up in air alone. Plain carbon steels require water or brine to cool rapidly enough to harden.
Steels with less than about .25% carbon won't harden unless extra carbon is added to the steel through solid state diffusion through the surface (case hardening or carburizing).
To anneal or soften steel follow the first two steps above and then:
3. Cool slowly to form ferrite.
The tools and equipment you use can vary from job to job based on the size and material composition of your part. The steps and basic processes are the same.


Yes! Describe what you're working on.Originally Posted by mozeppa

Warning: I know Judo. If you force me to prove it I'll shoot you.
2 pieces of common steel 3/4" thick x 1-1/2" wide and 7" long that is all!
"Common steel" might just mean cold rolled steel, which would require pack carborizing. jmorris mentions Kasenit in post #4. That is exactly what Kasenit is for. It imparts carbon to the surface of your part and allows you case harden low carbon steels. You need to know exactly what type and grade of carbon steel your dealing with.
And, that is a lot of mass to heat with a torch. I wouldn't even attempt that with acetylene. You need to make a friend with an oven.
smokeywolf
Last edited by smokeywolf; 02-25-2015 at 08:31 PM.
A well regulated militia, being necessary to the security of a free State, the right of the People to keep and bear arms *shall not be infringed*.
"The greatest danger to American freedom is a government that ignores the Constitution."
- Thomas Jefferson
"While the people have property, arms in their hands, and only a spark of noble spirit, the most corrupt Congress must be mad to form any project of tyranny."
- Rev. Nicholas Collin, Fayetteville Gazette (N.C.), October 12, 1789
Why do you need to harden these, what will they be used for?? Would a thin case hardening do the trick for wear resistance?
The more you can tell us the better we can help.
Lots of good folks trying, but if you maximize the info the end result will be far better.
"Don't worry what they think. In the end it is not between them and you, it is between you and God."
Je suis Charlie!
"You won't know until you Actually try it"
"The impossible just takes longer."
"Don't let them beat you down with their inexperience."
"You'll never accomplish what you don't try. " - Moldmaker

I think this is part of the triple top secret project.

"that is all'???? That's ENOUGH! 7" long is getting pretty long for the average joe garage shop weekend guy to correctly heat treat. And common steel will NOT heat treat. You can case harden it, but results are not like true heat-treating OH or WH steels thru and thru.
I do a lot of HT'ing and use a 2500degree full vacuum furnace for stuff like that. You cannot get something that long heated up sufficiently with just a torch, even stuck in a brick or home-brew tin can thingy.
If you really need it, find a local shop that they can throw into a batch they are doing. But not mild steel!
Good luck.
bangerjim
They have not made Kasenit for a couple years now. I believe the new product is called cherry red.
That's a big piece of steel. Only way I would try is surface hardening compound (kasenit) with heat from oxy-fuel or I might TRY a turkey fryer. But I doubt the fryer could get enough heat into steel .75" thick. Maybe on full doggone blast. That's just such a large piece to heat treat without a furnace.
High pressure turkey fryer burner set on edge and attached to a tunnel of firebrick might do it... mine is 170k BTU. Might have to add a layer of insulation over the firebrick to hold in heat and a door with a vent...
i believe its hot rolled steel ...my steel supplier is telling me that cold rolled is more $ .....i'm cheap ...thats how i roll.
next, those 2 pieces are to be rails ...sort of...that a moving shuttle will ride between them...i thought with a lot of grease and hardened they wouldn't wear a great deal.
now i'm thinking that a piece of delrin on each side of the shuttle and skip the heat treat.
grind and polish the bearing surfaces and may still some grease just may be
the ticket.
I think you would be better suited going with the derlin or HDPE strips.Hot rolled steel does machine ok but it is difficult to get a bearing finish without the appropriate machines and tooling.One more option is you could check into products that are already machined for your application.They aren't cheap but they are good and already machined.Lamina is just one company that makes cam keeper and guide blocks in a variety of sizes and steels from cast iron , tool steel, and bearing bronze with graphite plugs to lubricate.
http://www.daytonlamina.com/guide-bl...-keeper-blocks
If you are unwilling to defend even your own lives, then you are like mice trying to 'negotiate' with owls. You regard their ways as 'wrong', they regard you as dinner. John Farnam
Another vote for an interposing "slick" surface.
Hot rolled has a very rough, rather scaly surface if it has not been machined. Cold rolled is smooth right out of the mill.
I try to avoid using hot rolled for anything machined or precision! I pay the slight difference and always use CRS......much cleaner and far easier to work with in the mills and lathes.
Stop by a Woodcraft store. They sell rolls of "slick stuff" HDPE that will do the trick. I use it all the time on fixtures and jigs to give a tough yet very slick slide surface.
banger
Are these are the parts you had on this forum asking if a machinist could make them for you ?? If so, and you want to harden without a furnace or anything special, those parts need to start off being made of W1 or O1 steel. W1 or O1 steel isn't cheap. Steel in that size isn't hard to come by though, try MSC supply, most likely they will have it in stock. Then, after machining, someone with a oxy/acet torch set with a heating tip ( #6 or 8 mfa ) can bring the temp up to a point where the part isn't magnetic anymore and quench. W1 quench in water, O1 quench in oil. Parts that big will need a very even heat as to not warp the parts. After a rapid quench the first time, parts need to be polished to see the color, heat to a straw brown and let air cool. All of this also depends on what these parts intended use is, if this heat treating would be suitable for your application. If you want more than this it's time to send the parts out to a pro and it isn't going to be cheap. If your " hot rolled steel " is 1018 there isn't much you are going to do with it at home.
Chris
Last edited by cwheel; 02-26-2015 at 01:21 PM.
 Posting Permissions
Posting Permissions





| BP | Bronze Point | IMR | Improved Military Rifle | PTD | Pointed |
| BR | Bench Rest | M | Magnum | RN | Round Nose |
| BT | Boat Tail | PL | Power-Lokt | SP | Soft Point |
| C | Compressed Charge | PR | Primer | SPCL | Soft Point "Core-Lokt" |
| HP | Hollow Point | PSPCL | Pointed Soft Point "Core Lokt" | C.O.L. | Cartridge Overall Length |
| PSP | Pointed Soft Point | Spz | Spitzer Point | SBT | Spitzer Boat Tail |
| LRN | Lead Round Nose | LWC | Lead Wad Cutter | LSWC | Lead Semi Wad Cutter |
| GC | Gas Check |

 Reply With Quote
Reply With Quote